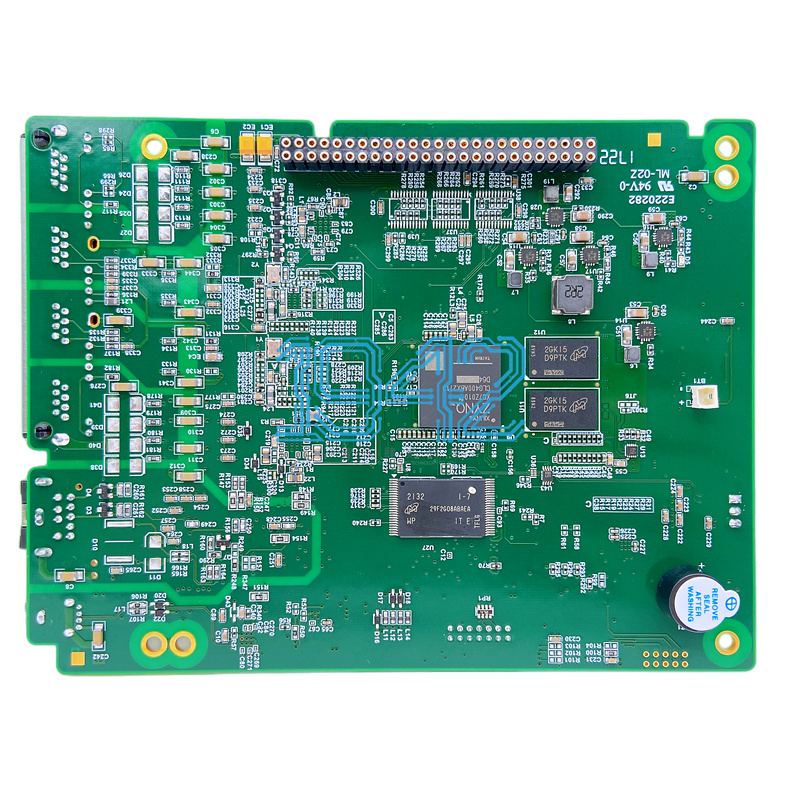
在工業自動化與智能制造升級的浪潮下,多軸運動控制卡作為伺服系統與機械執行機構之間的"神經中樞",其PCBA加工質量直接決定了設備運行的穩定性與定位精度。運動控制卡通常集成高密度DSP處理器、FPGA芯片及多通道驅動電路,對SMT貼片加工的精度、可靠性和信號完整性提出了極高要求。
一、運動控制卡PCBA的結構特征與加工挑戰
運動控制板卡不同于普通工業控制板,其PCBA設計往往呈現以下技術特征:
1. 高集成度芯片封裝 主控芯片多采用BGA、QFN封裝,引腳間距常達0.4mm-0.5mm,部分高端多軸控制卡采用FC-BGA封裝,對貼片機精度和回流焊溫度均勻性要求嚴苛。
2. 混裝工藝復雜 板上同時存在0201/0402精密阻容、BGA芯片、立式連接器及大體積鋁電解電容,需平衡不同元件的熱容量差異,避免立碑、虛焊等缺陷。
3. 多層板設計 為保證信號完整性和EMC性能,運動控制卡普遍采用6層至12層PCB設計,內層電源地與外層信號線密集,對錫膏印刷的厚度均勻性(通常要求±10%以內)和回流焊熱傳導效率提出挑戰。

二、SMT關鍵工藝控制點
錫膏印刷與鋼網設計
針對BGA及密腳IC區域,建議采用階梯鋼網設計,對芯片位置適當減薄(0.1-0.12mm),而連接器等大焊盤區域保持標準厚度(0.15mm),防止大焊盤位置錫量過多導致的橋連,同時確保BGA焊球充分熔合。
選用免清洗型無鉛錫膏(SAC305合金),活性等級建議ROL0或ROL1,避免殘留物腐蝕精密運放電路。印刷后SPI檢測需重點關注BGA區域的體積偏差,通常要求控制在±25%以內。
高精度貼片與爐溫曲線優化
運動控制卡上的晶振、鉭電容等應力敏感元件,需采用低壓力貼裝頭(貼裝壓力<1.5N),防止PCB微裂或元件內部損傷。
回流焊曲線建議采用"RSS"(Ramp-Soak-Spike)模式:
- 預熱區:0.5-1.5°C/秒斜率升至150-180°C
- 保溫區:150-180°C維持60-90秒,使大小元件溫度均衡
- 回流區:峰值溫度235-245°C,液相線以上時間50-60秒
- 冷卻區:2-4°C/秒斜率降溫,避免焊盤剝離
特別注意:FPGA及DSP芯片對溫度循環敏感,需嚴格控制回流次數(建議≤2次),返修時采用局部加熱平臺,防止整體熱變形。

三、高可靠性檢測方案
- AOI光學檢測:針對0402以下元件及密腳IC,需配置高分辨率AOI(10μm/pixel以上),重點檢測錫膏爬升高度、元件極性及偏移量。對于QFN底部焊盤,需采用側視相機檢測側面焊料填充情況。
- X-Ray透視檢測:BGA、CSP封裝必須進行X-Ray檢測,重點關注焊球空洞率(工業級通常要求<25%)及橋連缺陷。建議采用傾斜視角X-Ray,可清晰觀測到BGA角落焊點的連錫情況。
- 功能測試(FCT):運動控制卡需進行脈沖輸出精度測試、模擬量采集線性度驗證及通信接口(EtherCAT、CANopen、Modbus)兼容性測試,確保貼片后的板卡在長時間高頻率脈沖輸出下無丟步、無信號畸變。
四、防靜電與潔凈度管理
運動控制卡上的MOS管、運算放大器對靜電極為敏感,產線需嚴格執行:
- 離子風機全覆蓋,表面靜電電位<100V
- 使用防靜電周轉車及真空吸塑托盤
- 濕度控制在45%-65%RH,避免濕敏元件(MSL等級3級以上)受潮失效
焊后清洗建議采用水基清洗或半水基清洗工藝,去除助焊劑殘留,防止離子污染導致的微短路,特別適用于高阻抗模擬信號采集電路。

五、典型應用場景與選型建議
運動控制卡PCBA廣泛應用于:
- 半導體設備:晶圓搬運機械手、探針臺定位系統,要求24小時連續運行無故障
- 激光加工設備:振鏡控制系統、飛行光路補償卡,對信號延遲和抗干擾要求極高
- 工業機器人:六軸協作機器人關節驅動板、SCARA控制系統
- 數控機床:五軸聯動插補卡、高精度伺服驅動接口板
針對不同應用,PCBA加工需差異化處理:半導體設備用控制卡需執行更嚴格的離子清潔度測試(NaCl當量<1.56μg/cm²);激光設備控制卡需加強EMI屏蔽罩的接地焊接質量。
結語
運動控制卡的SMT貼片加工是工藝精度與可靠性工程的結合。從鋼網設計、溫度曲線優化到X-Ray檢測,每個環節都需建立標準化的作業指導書(SOP)和統計過程控制(SPC)體系。選擇具備工業級PCBA加工經驗的貼片廠商,能夠有效降低早期失效率,保障自動化設備在復雜工況下的長期穩定運行。
1943科技專注于高精度工業控制板卡貼片加工,配備高精度SMT產線及X-Ray檢測設備,支持BGA、QFN等精密封裝貼裝,為運動控制領域提供可靠的PCBA制造服務。如需獲取運動控制卡加工技術方案,歡迎聯系我們的工程團隊。

 2024-04-26
2024-04-26